무엇을 찾고 계신가요?

1. 플라스틱 부품 분석
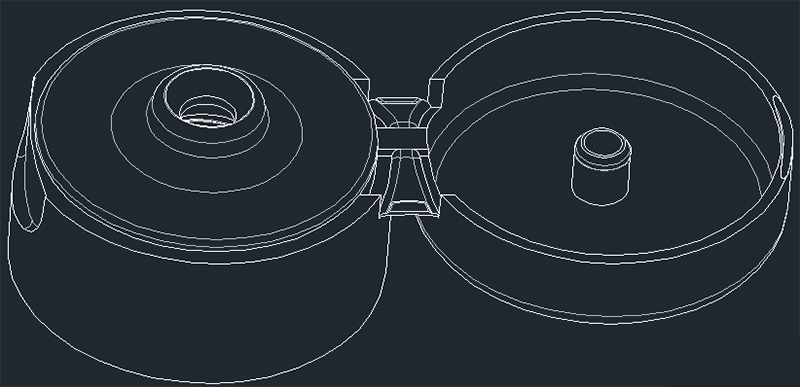
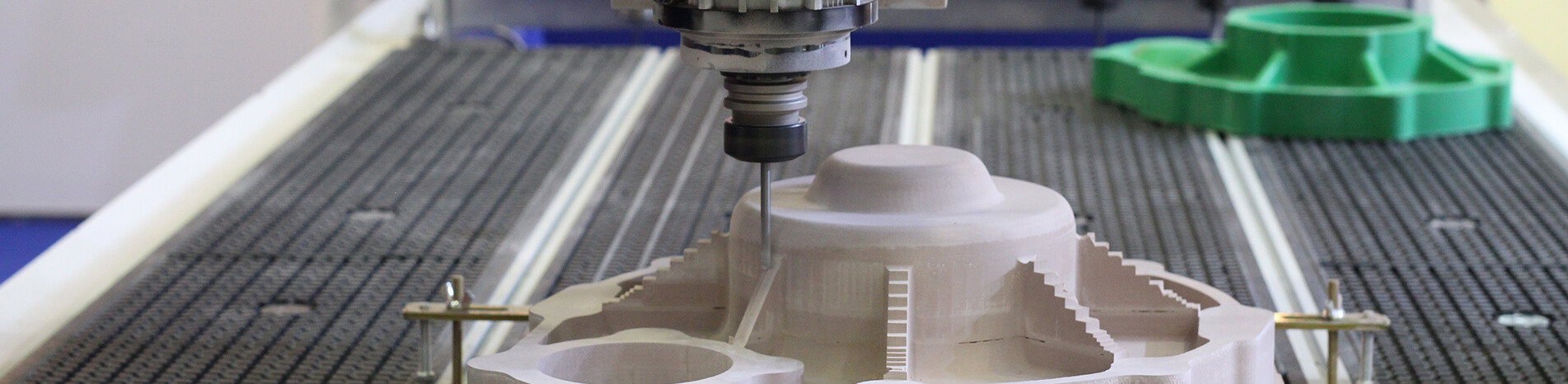
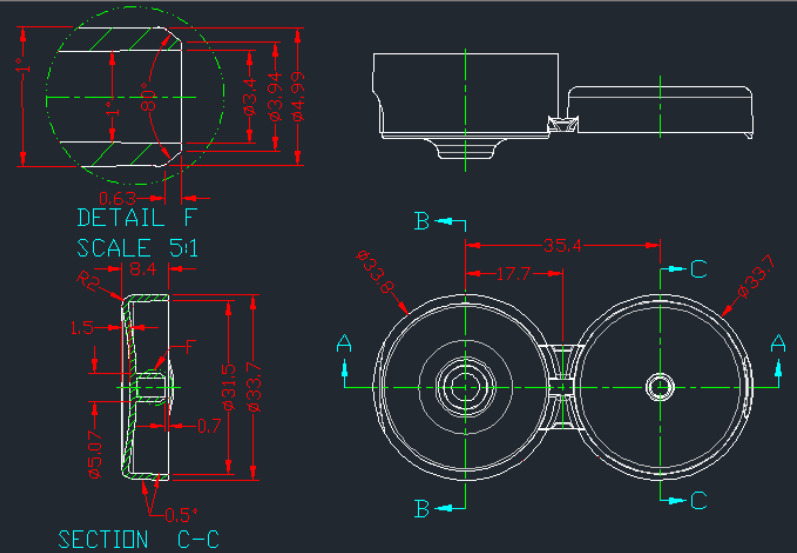
나비 매듭 조개 껍질은 그림과 같습니다. 재료는 PP 이는 15 % 수축률 . PP 결정 성 플라스틱이며 재료는 유연성이 좋고 팽창률이 높습니다. 유동성이 좋고 흡습성이 좋으며 접힘 저항이 우수하지만 성형 수축 범위가 크고 수축률이 크고 수축, 움푹 들어간 곳, 변형 및 강한 방향성에 취약합니다. 이를 기반으로 요인, 성형 매개 변수 should 엄격하게 통제 중 주입.
제품의 일부는 로 나뉩니다. 상하 커버, 상하 커버의 연결은 일반적인 플라스틱 힌지 연결로 나비 모양과 유사하여 활 플랩 이 플랩의 종류는 여러 번 열고 닫을 수 있으며 한 번 성형해야합니다. 샴푸, 샤워 젤 및 기타 세제에 널리 사용됩니다. 제품의 미관을 향상시키고 액체를 방지하기 위해 엎질러지면 하부 덮개의 입구에 고리 모양의 리브가 있고 상부 및 하부 덮개의 작은 구멍이 정확하게 일치합니다. 외관은 매끄러 워야하며, 명백한 절단면 조인트는 허용되지 않습니다. 시기 상단 덮개가 열리고 닫힙니다. 유연하고 적절한 느낌과 견고 함이 있어야하며 자동으로 제자리에 있어야합니다. 각 플라스틱 부품의 탄성이 균형을 이루고 외관이 좋습니다.
2. 금형 설계 계획
(1) 플라스틱 부품은 대용량 제품. 받는 사람 플라스틱 부품의 표면에 흔적을 남기지 않고 균일 한 공급을 보장하며, 금형은 잠복 게이트 공급을 채택하고, 게이트 위치는 상부 및 하부 커버 버클의 하부 커버 부분에서 선택됩니다. 제품을 닫은 후에는 풀 포인트가 명확하지 않습니다.
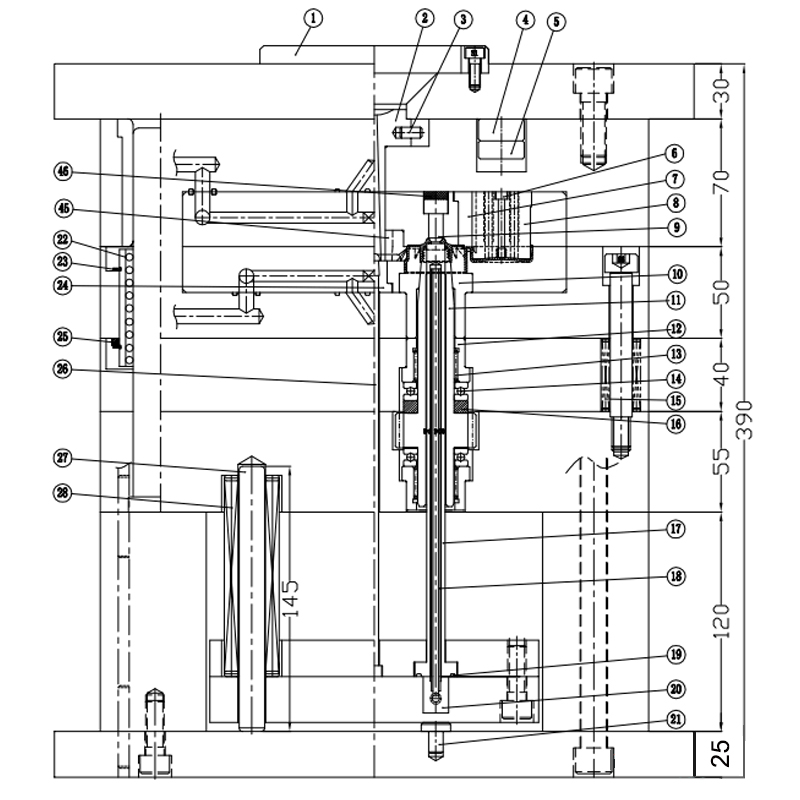
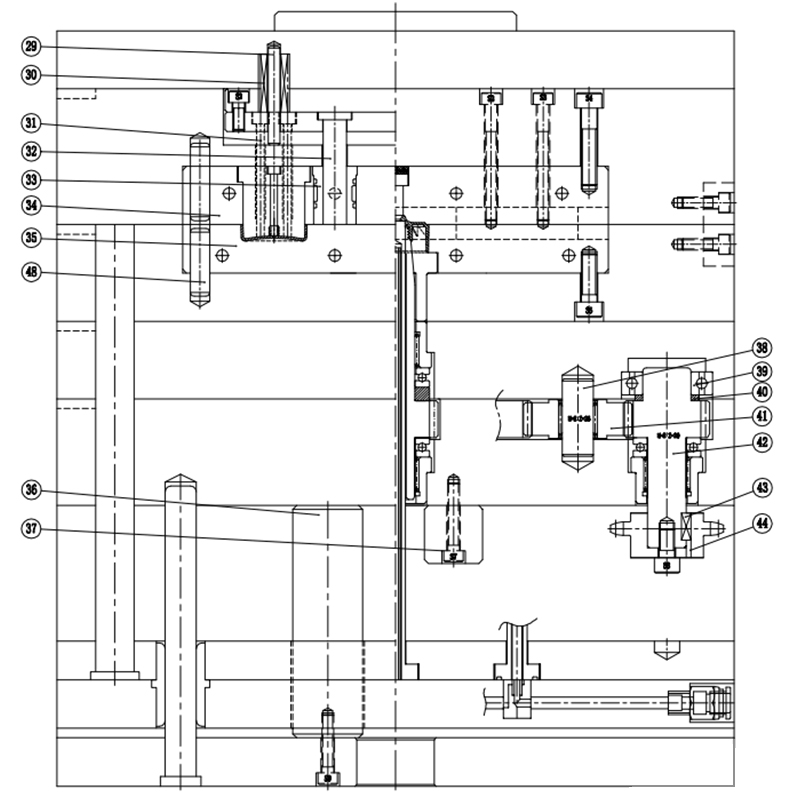
(2) 받는 사람 플라스틱 부분의 표면에 이음새가 생기지 않도록하십시오. 플라스틱 부분의 상부 및 하부 커버 윤곽 부분은 모두 가동 금형으로 설계되었습니다. 분할면의 선택은 금형 다이어그램에 표시됩니다. 이후 상부 커버의 내부 표면이 고정 된 금형에 있으면 제품이 금형에 달라 붙습니다. 금형이 열리므로 이젝션 구조가 고정 된 금형에 설계되었습니다. 3 개의 캐비티는 한 세트의 이젝터 플레이트를 공유하며 각 캐비티는 4 개의 이젝터 핀으로 고정됩니다. 31. 고정형 이젝터 플레이트의 토출은 황색 스프링 (30)의 탄성력에 의존하고, 고정형 이젝터 플레이트의 복귀는 복귀 핀 (32)에 의존하여 플레이트를 뒤로 밀어 낸다.
(3) 이후 플라스틱 부품의 하부 덮개의 가동 금형에는 나사산이 있고 유압 모터는 나사산과 나사산은 크기 기어 드라이브를 통해 언로드됩니다.
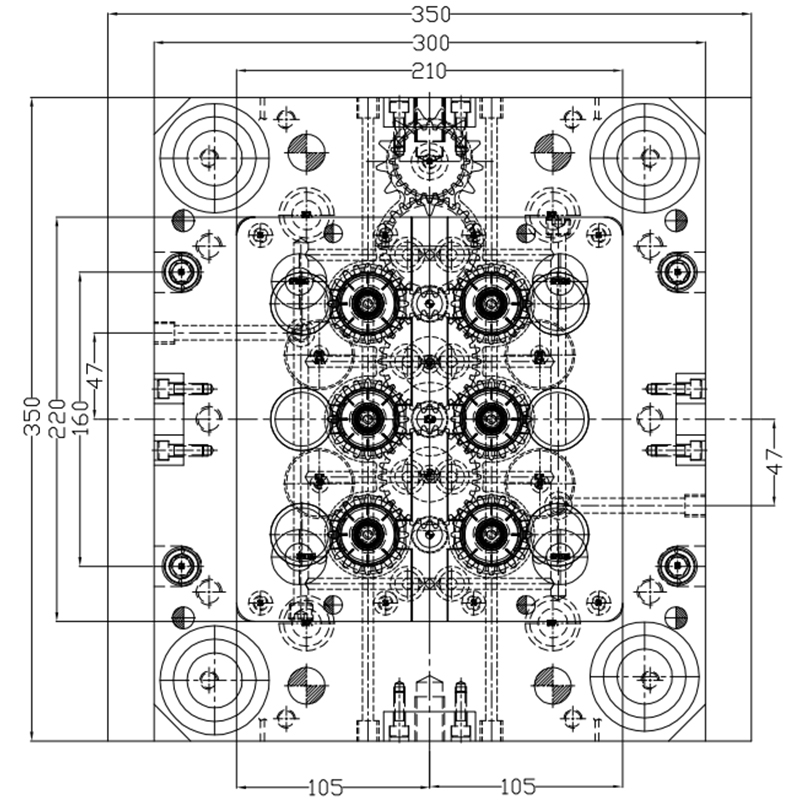
(4) 금형 랭킹은 1 * 6로 대량 생산 요건을 충족 할 수 있습니다.
(5) 받는 사람 동적 및 고정 금형 클램핑의 정확성을 보장합니다. 4 개의 정밀 위치 결정 측면 잠금 장치가 금형 블랭크의 4면에 설계되어 금형을 안내합니다.
(6) 푸시 플레이트는 볼 가이드 슬리브로 설계되었으며 가이드 컬럼은 오일 프리 정확한 안내를위한 홈형 선형 가이드 컬럼.
(7) 가동 및 고정 금형 코어는 충분한 물 수송을 위해 설계되었으며, 냉각 효과를 보장하기 위해 가동 내부 금형 인서트에 냉각수 파이프가 있습니다.
(8) 몰드는 모듈이 2 개인 표준 기어를 사용하고 베어링은 또한 쉬운 유지 보수를 위해 표준 부품을 사용합니다.
3. 금형 동작 분석
시기 금형이 열리고 이형면이 열리고 제품이 이동식 금형을 따르고 사이클로이드 유압 모터가 활성화되고 회전 코어가 회전하여 기어 변속기를 통해 제품을 금형에서 꺼내고 푸시 플레이트가 같은 시간. 노즐 재료는 주입을 완료하기 위해 골무를 통해 배출됩니다.
4. 요약
생산 이후의 관행은 금형 설계가 합리적이고 대량 생산의 요구 사항을 완전히 충족 함을 입증했습니다. 참조로 사용할 수 있습니다. when 유사한 금형 설계.

 한국의
한국의 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español 日本語
日本語 ไทย
ไทย Indonesia
Indonesia IPv6 네트워크 지원
IPv6 네트워크 지원